 العربية
العربية-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge - العربية
-
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


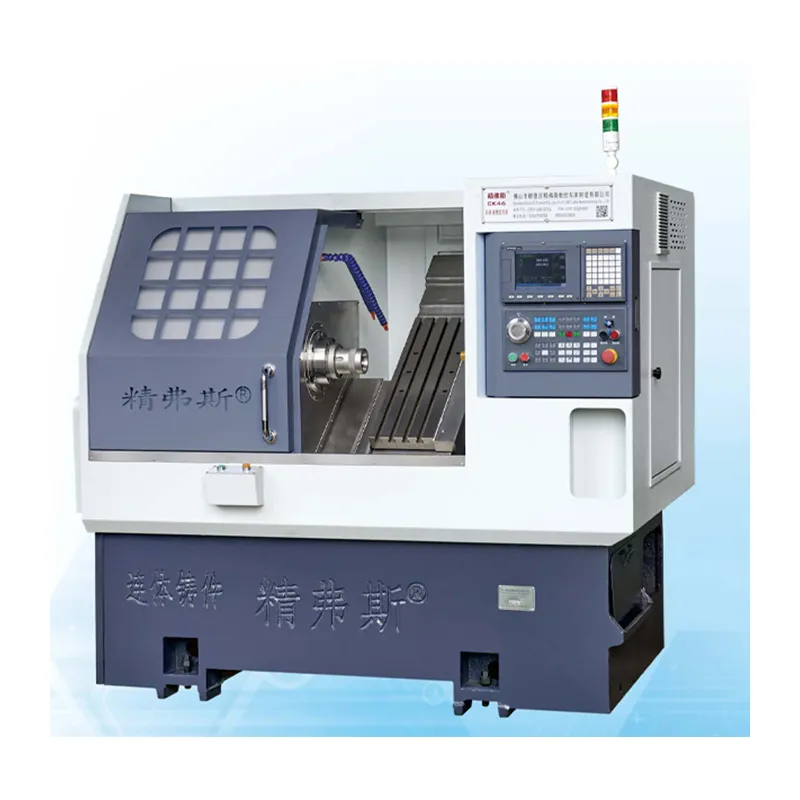
العوامل التي تؤثر على سرعة مخارط CNC
تتم المعالجة الميكانيكية التقليدية عن طريق تشغيل أدوات الآلة العادية يدويًا. أثناء المعالجة ، يتم اهتزاز الأدوات الميكانيكية باليد لقطع المعادن ، ويتم قياس دقة المنتج بالعيون باستخدام أدوات مثل الفرجار. استخدمت الصناعة الحديثة منذ فترة طويلة أدوات الآلة التي يتم التحكم فيها رقميًا للعمليات.أدوات آلة CNCيمكن تلقائيًا معالجة أي منتج وأجزاء مباشرة وفقًا للبرمجة المبرمجة من قبل البرنامج. هذا ما نسميه معالجة CNC. تستخدم معالجة CNC على نطاق واسع في جميع مجالات المعالجة الميكانيكية ، وهي اتجاه التطوير والوسائل الفنية المهمة والضرورية لمعالجة القالب.
تحتوي مخارط CNC على تقنية معالجة لا يمكن للآلات الأخرى تحقيقها قيد الاستخدام ، وهي أيضًا لا لبس فيها في إنتاج أجزاء صعبة ومعقدة. عند برمجة مخارط CNC ، يجب إيلاء الاهتمام إلى مبلغ القطع في كل عملية ، ويجب تحديد مبلغ القطع بشكل صحيح عند الاستخدام ، مما قد يحسن جودة المنتج وإخراجه. تشمل الظروف التي تؤثر عمومًا على سرعة القطع والعمق ومعدل التغذية صلابة أدوات الآلة والأدوات وأدوات القطع وأدوات العمل ؛ سرعة القطع ، عمق القطع ، خفض معدل التغذية ؛ دقة الشغل وخشونة السطح ؛ أداة العمر المتوقع والإنتاجية ؛ نوع القطع سائل ، طريقة التبريد ؛ صلابة والمعالجة الحرارية للمواد الشغل ؛ عدد قطع العمل ؛ حياة أدوات الآلات.
تحتوي مواد الأدوات المختلفة على سرعات قطع مختلفة مسموح بها: يمكن أن تصل سرعة القطع المقاومة للدرجات إلى درجة الحرارة العالية للأدوات الفولاذية عالية السرعة إلى أقل من 50 مترًا/دقيقة ، ويمكن أن تصل سرعة القطع المقاومة لدرجة الحرارة إلى أكثر من 100 متر/دقيقة ، ويمكن أن تصل سرعة القطع المقاومة للدرجات إلى درجة حرارة عالية إلى 1000 متر/دقيقة.
مادة الشغل: ستؤثر صلابة مادة الشغل على سرعة قطع الأداة. يجب تقليل سرعة القطع عندما تقوم نفس الأداة بمعالجة المواد الصلبة ، في حين يمكن زيادة سرعة القطع عند معالجة مواد أكثر ليونة.
حياة الأداة: إذا كانت حياة الأداة (الحياة) مطلوبة لتكون طويلة ، فيجب استخدام سرعة القطع المنخفضة. على العكس من ذلك ، يمكن استخدام سرعة قطع أعلى.
عمق القطع وكمية التغذية: كلما زاد عمق القطع وكمية التغذية ، زادت مقاومة القطع ، وكلما زادت حرارة القطع ، يجب تقليل سرعة القطع.
شكل الأداة: شكل الأداة ، وحجم الزاوية ، وحدة الحافة المتطورة سيؤثر على اختيار سرعة القطع.
إرسال استفسار



X
نحن نستخدم ملفات تعريف الارتباط لنقدم لك تجربة تصفح أفضل، وتحليل حركة مرور الموقع، وتخصيص المحتوى. باستخدام هذا الموقع، فإنك توافق على استخدامنا لملفات تعريف الارتباط.
سياسة الخصوصية